PPS阻燃板材生產(chǎn)廠家歡迎您的訪問
PPS阻燃板材生產(chǎn)廠家歡迎您的訪問

本藍(lán)環(huán)保銷售經(jīng)理

PP塑料板技術(shù)加工及閥門調(diào)節(jié)作用2026-01-22
了解PP板的使用溫度2025-12-31
具體介紹pp板的驗(yàn)收內(nèi)容2025-12-31
PP塑料板注塑生產(chǎn):安全意識(shí)提升2025-12-23
pp塑料板焊接前期準(zhǔn)備階段2025-12-23
PP管對(duì)管堵需進(jìn)行系統(tǒng)養(yǎng)護(hù)2025-12-09
PP塑料板彎曲焊接位置及新型焊接2026-01-22
PP塑料板擠壓工藝及焊接工藝詳解2026-01-22
PP塑料板定期更換維修及熔接技術(shù)2026-01-22
PP塑料板荷載值及焊接技術(shù)的提高2026-01-22
PP板材探傷設(shè)備及截面扁化拉伸作2026-01-12
PP板材的***勢及選材質(zhì)量詳解2026-01-12
PRODUCT CENTER
NEWS
CONTACT US
手 機(jī): 13105303235
電 話:0530-8586555
傳 真:0530-8587555
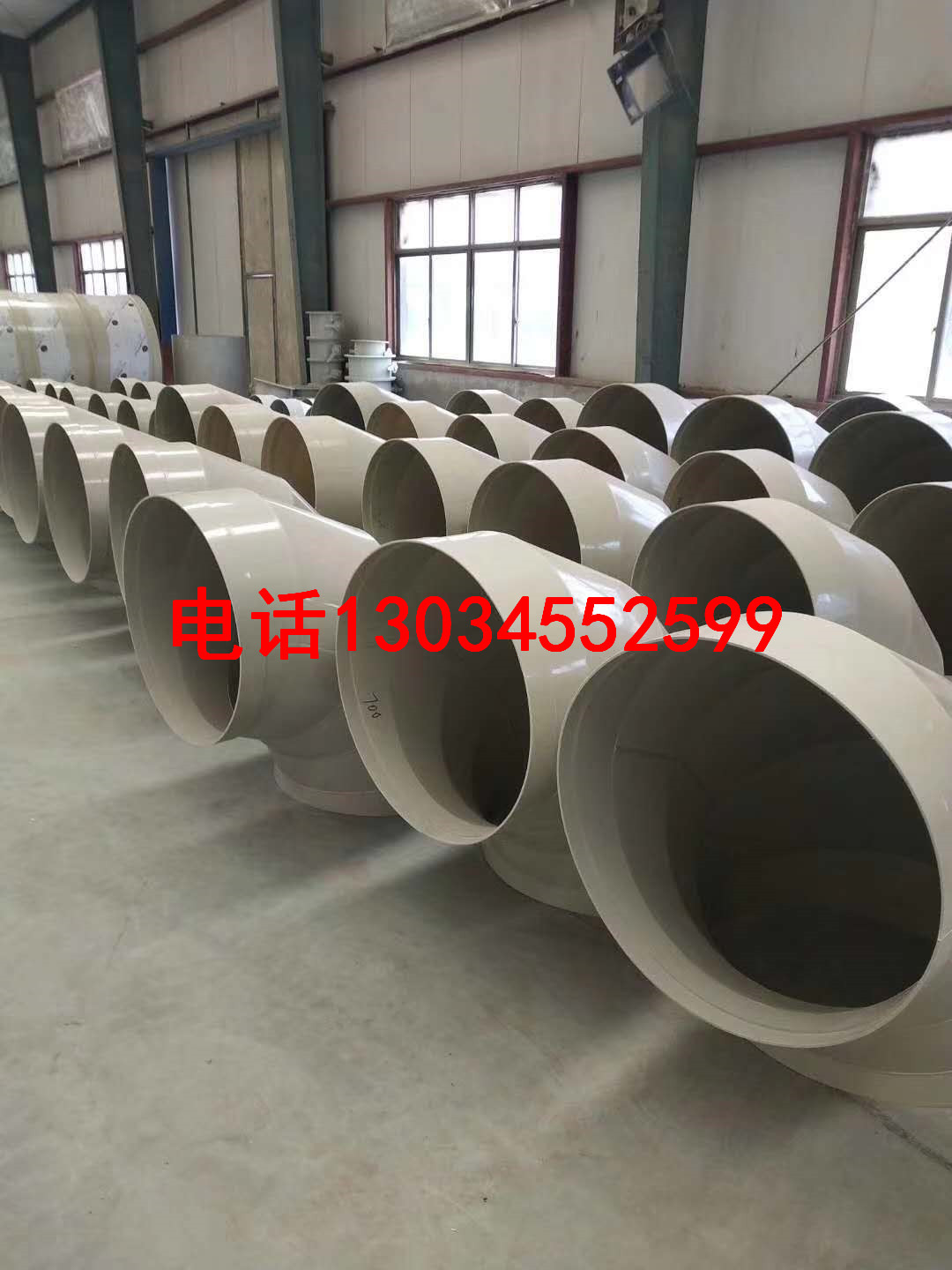
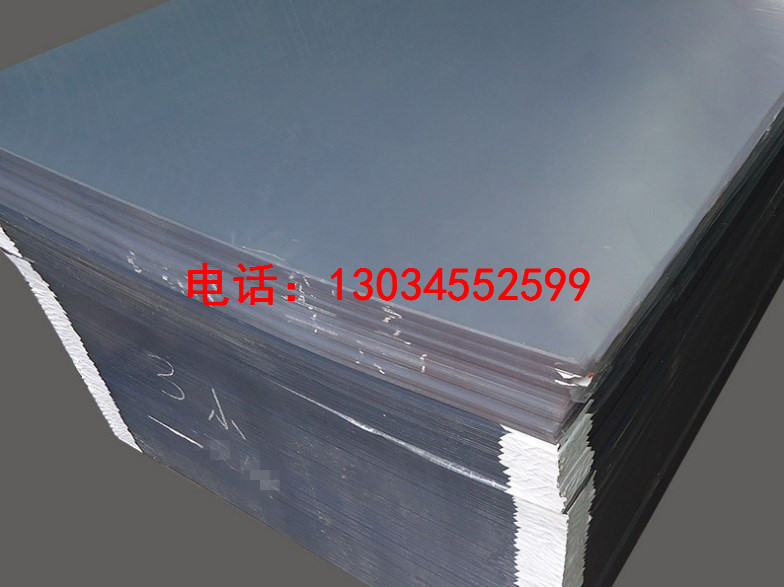
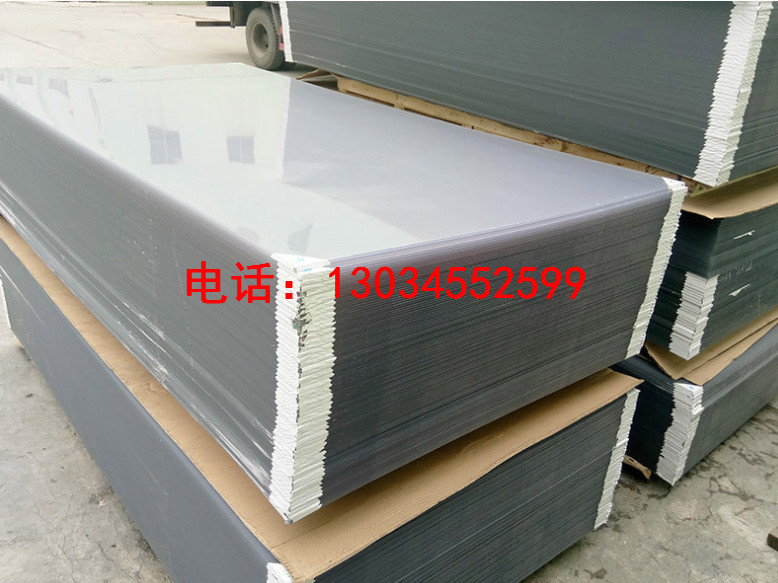
主 營:pp板,PPS阻燃板
地 址:山東省巨野縣中小企業(yè)孵化園


 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部